

Choosing a core material is one of the most consequential decisions in panel design. For manufacturers of doors, furniture and interior panels, the core determines how heavy the end product is, how it performs in use, what it costs to produce, and increasingly, how sustainable it is. This article compares the most commonly used options on the criteria that matter in practice.
Core Material Types Compared
Solid Wood
Solid wood is the traditional core material, valued for its natural strength and feel. But its drawbacks in industrial panel manufacturing are considerable. Processing losses are severe: from tree to finished core, up to 50-70% of the original material is typically lost through sawing, drying and finishing. Achieving the required moisture content of around 8% is technically demanding, and poorly dried wood will warp, crack or shrink in service. On top of that, solid wood contains natural defects, knots, resin pockets, cracks, fungal discolouration, that are often invisible until the material is processed, making quality control unpredictable. In modern panel construction, solid wood is mostly reserved for high-end furniture and specialist joinery where its natural character is the point.
Plywood
Plywood is made by bonding multiple thin layers of wood veneer with alternating grain directions, giving it excellent dimensional stability and good strength in all directions. It is relatively easy to machine and more moisture-resistant than solid wood or chipboard, especially marine-grade variants. It remains relatively heavy and more expensive than chipboard, and sustainability depends heavily on sourcing.

Chipboard (Particleboard)
Chipboard is the workhorse of the furniture and door industry. Made from compressed wood chips and resin, it is consistent, widely available, and easy to process at scale. Its low upfront material cost has made it the default choice for flat-pack furniture and door fillers for decades. The drawbacks are significant: chipboard is heavy, has poor moisture resistance, and is difficult to recycle due to the resins it contains. When total cost of ownership is considered, including logistics, material handling and end-of-life processing, chipboard’s cost advantage over alternatives such as paper honeycomb is smaller than it appears.
Corrugated Board
Corrugated board uses a fluted paper layer bonded between two flat liners. It is lightweight and inexpensive, but has limited structural capability and poor moisture resistance, restricting its use to light-duty applications such as display panels and temporary structures. Its fluted geometry is less efficient at distributing loads than a hexagonal cell structure, and it is shipped in its final expanded form, meaning transportation efficiency is lower than it appears.

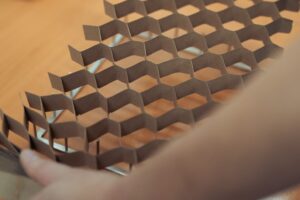
Paper Honeycomb Core
Paper honeycomb is made from recycled paper formed into a hexagonal cell structure, the same geometry found in a beehive, and one of nature’s most efficient load-bearing shapes. The result is a material that delivers a high strength-to-weight ratio: strong enough to use as a structural core, yet dramatically lighter than chipboard or solid wood.
Paper honeycomb bonds excellently to a wide range of facing materials (wood veneer, MDF, HPL, metal) thanks to its large open surface area, and is available in a wide range of cell sizes, panel heights and widths. Unlike rigid board materials, it can also be produced in curved or shaped forms, opening up design possibilities that chipboard or corrugated board cannot match. It is supplied in unexpanded blocks and expanded at the point of processing, meaning a single truck can deliver what would otherwise require multiple loads. Compared to corrugated board, it achieves equivalent or greater stiffness and strength using considerably less paper.
Comparison at a Glance
| Property | Solid Wood | Plywood | Chipboard | Corrugated Board | Paper Honeycomb |
| Lightweight (less is more) | ● | ●● | ●● | ●●●● | ●●●●● |
| Compressive strength | ●●●●● | ●●●● | ●●● | ●● | ●●● |
| Bonding ability | ●●● | ●●●● | ●●● | ●●● | ●●●●● |
| Moisture resistance | ●●● | ●●●● | ●● | ● | ● |
| Machinability | ●●●● | ●●●● | ●●●●● | ●●● | ●●●● |
| Recyclability | ●●● | ●●● | ●● | ●●●●● | ●●●●● |
| Transportation efficiency | ● | ● | ● | ●● | ●●●●● |
| Material efficiency | ●● | ●●● | ●●● | ●● | ●●●●● |
| Shaping possibilities | ●● | ●●● | ●● | ●● | ●●●●● |
| Cost efficiency | ●● | ●●● | ●●●● | ●●●● | ●●●● |
Which Core Material Suits Your Application?
There is no single answer. The right core depends on what you are optimising for:
- Optimising for lowest material cost: Chipboard has the lowest upfront material cost, though total cost of ownership depends heavily on application, logistics and end-of-life requirements.
- Optimising for strength and stability: Plywood is hard to beat, particularly in load-bearing or humid environments.
- Optimising for weight: Paper honeycomb delivers the best performance, especially relevant for furniture that is shipped flat-packed or doors that need to be handled easily.
- Optimising for sustainability: Paper honeycomb is the clear winner, made from recycled materials, fully recyclable at end of life, and produced without the resins that complicate chipboard recycling.
- Optimising for premium feel: Solid wood or plywood, depending on the application.
Conclusion
The landscape is shifting. Chipboard dominated the panel industry for decades on the back of low cost and consistent supply, and it remains a practical choice where upfront budget is the primary driver. But for manufacturers who need to reduce weight, meet sustainability targets, or differentiate their products, paper honeycomb core offers a compelling combination of performance, recyclability and increasingly competitive total cost.
The honeycomb principle has a proven track record: aluminium and Nomex honeycomb have been used in aerospace and composites for decades. Paper honeycomb applies the same geometry using recycled paper, and is now steadily gaining ground in furniture and door manufacturing. When total cost of ownership is considered, including logistics, material handling and end-of-life processing, the calculation increasingly favours honeycomb.
FAQ
The compressive strength of paper honeycomb depends on cell size, paper weight and panel density, but typically ranges from 40 kPa (0,04 MPa) to 1600 kPa (1,6 MPa) when expanded to 75%, for standard furniture and door grades. Smaller cell sizes and higher paper weights yield greater compressive strength. For most door and panel applications, standard grades are more than adequate.
Smaller cells increase compressive and shear strength but add weight and material cost. Larger cells reduce weight and cost but lower load-bearing capacity. Cell size selection is therefore a trade-off between structural performance and weight targets. For flat panels under distributed loads, larger cells typically offer the best efficiency; for applications requiring point load resistance, smaller cells are preferred.
Paper honeycomb bonds well with most standard wood adhesives, including PVA, PUR (polyurethane) and urea-formaldehyde systems. PUR adhesives are generally preferred for structural applications due to their gap-filling properties and moisture resistance. The open surface area of the hexagonal cell structure provides excellent mechanical bonding with facing materials.
The hexagonal geometry of paper honeycomb is significantly more material-efficient than the sinusoidal flute of corrugated board. For equivalent panel thickness and stiffness, paper honeycomb requires considerably less paper, resulting in lower weight and a smaller material footprint. The hexagonal structure also distributes loads more evenly in multiple directions, whereas corrugated board is primarily optimised along a single axis.
Yes. Paper honeycomb can be produced in a range of cell sizes and densities, and can be formed into curved geometries during panel lamination. This makes it suitable for applications where flat board materials such as chipboard or corrugated board cannot be used without specialist processing.
Paper honeycomb is supplied in unexpanded blocks and expanded at the point of processing. This means the core material is transported in a fraction of the volume it occupies as a finished panel, significantly reducing freight costs and carbon emissions per unit of end product. A single truckload of unexpanded honeycomb can yield a volume of finished core material that would otherwise require multiple loads if shipped pre-expanded or as solid board.
Paper honeycomb is sensitive to moisture, its strength and stiffness decrease significantly under high humidity or when wet. For indoor applications such as doors and furniture panels, standard grades perform reliably without special treatment. For environments with elevated moisture exposure, protective facings or coatings are recommended. This is an important consideration when comparing paper honeycomb to plywood, which handles moisture substantially better.
Paper honeycomb is the standard core in lightweight flush doors because it provides the necessary structural support at a fraction of the weight of solid wood or chipboard. Doors with a honeycomb core are easier to handle and install, put less stress on hinges and frames, and still achieve the compressive strength needed for everyday use. The hexagonal cell structure also creates a stable, warp-resistant base under the door face.
Paper honeycomb on its own does not provide high-level sound insulation. For applications requiring acoustic performance, the honeycomb core should be combined with appropriate facing materials or specific acoustic layers. The air-filled cell structure does absorb some vibration, but dedicated acoustic solutions require additional material specification beyond the core alone.
Was this article helpful?
